������ģ�߳�����������ܲ�֮���� ������ģ�߳����ܲ���Ҫ����PC��ABS
1.PC
PC�ֳƾ�̼����,��������������������ּ�߶ദ�������ܵ����ξۺ���,ȱ��������Ǿ��Զ���ҩƷ�Բ�,������Ʒ��������Ӧ��.PC�и�����ճ�ȵ�����,��ճ����ѹ���������¶����߶���С,��ճ�����¶ȵı仯��������ѹ���ı仯,����PC����ճ�ȵı仯��Ҫ�������¶�.PC�����������,�ڸ���Ӧ�����Ա������õąմ��ȶ���.
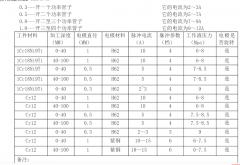
PC�ڼӹ�ǰ�����������ˮ��0.02%���²���.һ���¶�32�����ʪ��60%RH�����²���120����ȷ����4~5H���ɴﵽ0.02%��ˮ��Ҫ��PC��ע��ʱ,ע��ѹ��120Mpa����,��ģѹ��Ϊ��ƷͶӰ�������(0.4~0.5)��ע��ѹ��.ע������Ϊ����������50%~70%.ע���ٶȺ�ע��ѹ��Ӧ�ܶ�ο���.PC�ij���������0.5%~0.7%.��Ʒ���ܵĵ�����С,ģ�߳���PC��Ʒʱ�Ļ�Ͳ�¶ȷֲ�Ϊ300�桢300�桢285�桢285�桢270��.ע������16S.��ȴ����24S.ע��ѹ��(һ��/����)120/84Mpa,ע���ٶȷ����ο���,ģ��80��~90��.
2.ABS
��ϩ��-����ϩ-��ϩ��֬(ABS��֬)�DZ�ϩ��(A)������ϩ(B)�ͱ���ϩ(S)����Ԫ������.���м�蹡���Ӳ�����ԺõȾ����ۺ�����.ABS��֬���μӹ�ǰ,����и��ﴦ��,���﷽��һ������ȷ����,�����¶�70��~80��,����ʱ����ԭ����֬���¶��¶ȶ���,3h~4h��8h~24h,ʹ�京ˮ��С��0.1%.
ABS��֬��Ʒ�ıں�ͨ����1.5~4.5mm֮��ѡ��,������ƴ�������Ʒ,�ں�Ҫ���Ժ�Щ,�����ӶƲ�����Ʒ��ճ����.��Ʒ������ڼ��,�Է�Ӧ������,ת��.�����Ӵ��Ȳ�λ����Բ������.��Ʒ�ĺ��������������й�.
ABS��֬������ճ�����¶ȵ�Ӱ�첻��ע��ѹ��.���ע���¶�,����ճ���併�Ͳ���,��������ij�ģ,�ر��ǶԱ�����Ʒ�ij�ģ����.һ��ע����Ͳ�¶ȷ�ΧΪ180��~280��,�����¶�Ϊ210��~260��. ABS��ע��ѹ��һ��Ա��ڡ������̡�С������Ʒ����ȼ�������ȼ���֬Ҫ��ע��ѹ������,�ɴ�130~150Mpa,����ڡ�����Ʒֻ��70~100Mpa.���ע��ѹ���ɸ��Ƴ�ģ����,��ע��ѹ���������������Ʒ��ģ���ѻ���ģ����,�������Ʒ�����ϴ��Ӧ��.ͬʱ��ѹҲ���˹���,һ��Ϊ60~70Mpa����.�Լ�����Ʒ����Ӧ��.ע���ٶȶ�ABS��֬��������������һ����Ӱ��.ע���ٶ���,��Ʒ���ֻ���ֲ��ơ��۽Ӳ���������;ע���ٶȿ�,��ģѸ��,���׳����������������۹��Ȳ��ѡ�����ǿ���½������.ģ���¶ȷ�ΧΪ27~60��.���ýϸߵ�ģ���¶�ʱ,��Ʒ�ı��۹��Ⱥ�,��Ӧ��С,������ܵõ�����,��Ҳ������Ʒ���������ʴ�,��������ڳ�,��ģ�ױ��ε�����.
3.PC+ABS
PC+ABS�Ͻ���ABS��֬�;�̼��֬(PC)�IJ������.���Ϊdz����ɫ��������.�����PC��������е����:�����Ժá��մ��ȶ��Ժõ��ŵ��ABS��֬�ӹ��ͻ�ɱ��͵��ŵ�.������һ�ַdz���Ӳ�IJ���.����ƷӲ�ȱ�PC��14%.
���ϸ�����������,Ϊȡ�þ��нϺ���۵IJ�Ʒ,ѡ�þ��нϸ�ѹ����(L/D=18)���ݸ�.�ڳ��μӹ�ʱ,���ϱ������,ע�ܻ��϶��Ϸ����ȱ���װ��,�ʵ����ģ���¶�,����ģ��������,������������Ͳ��ͣ��ʱ��.��ֹ��Ʒ��������;����ע���ٶ�,���ģ���¶�,��ֹ��Ʒ�������������,���ģ���¶�,�ӳ���ѹʱ��,����ע��ѹ��,������Ʒ�����������,���ۺ��۽���;�Դ��ͱ����Ƽ�,Ҫ�������ν��ڻ���ν���,��ֹ���ڴ����ְ���.����,��Ҫע�⽽��λ�úͼӹ�����,��ֹ��������������������,ģ���¶ȹ�������ɵIJ�Ʒ��������.
������С ���ϱ�Q,��ճģ
��.ģ������
1. ����
������ģ����������ģ�ʲ���һ��ѡ��sKD61�ȴ���HRC50��~52��,�����������������ѡ��FDAC��SKD11,���������,ģ�ʴּӹ�ʱӦע����������:
(1) �����ಿƷ��Щ�����Ϊ������,Ϊ���ⶥ���ë����,�ʻ�����EP���Բ�Ʒ����,��EPë�߲���������.һ��EP����ģ��0.3,��EP���Ӵ�0.2,ȫ��20°taper.��ģ�ʶ�����ڴּӹ���ɺ�,Ӧȷ�϶����λ��,����EP����ȱ;
(2) �����ಿƷ������������������˿�����̶�,�̳������б���,���к����ӹ�,���ӱ���Ӧע����������:
����ಿƷ��Ϊ��Ѩ��,��
�ڱ���ʱ,Ӧ���屸��,��
��ʡ�ߵ��ӹ�ʱ��
(3) ģ����Ԥ�ȼӹ����߿�ʱ,����ӹ�λ�õĴ���,����ʹ��Ԥ�ȼӹ���
���߿�ʧȥЧ��. (���α༭��admin) |
������ģ������Ҫ��
ʱ��:2013-01-03 16:29��Դ:δ֪ ����:admin ���:��
������ģ�߳�����������ܲ�֮���� ������ģ�߳����ܲ���Ҫ����PC��ABS 1.PC PC�ֳƾ�̼����,��������������������ּ�߶ദ�������ܵ����ξۺ���,ȱ��������Ǿ��Զ���ҩƷ�Բ�,������Ʒ��������Ӧ��.PC�и�����ճ�ȵ�����,��ճ����ѹ���������¶�����
��һ��
(48)
100%
��һ��
(0)
0%
------�ָ���----------------------------
- ��һƪ��û����
- ��һƪ������ģ����������е��ϸ�Ҫ��
- ��������
-



- [��������]T-850L��α����δ��ԭ��λ��2025-07-27
- [��������]T-850Lͣ�����μ����ӹ�2025-07-27
- [��������]T-850L����δ��ԭ��λ������2025-07-27
- [��������]T-850L��м�����ش���2025-07-27
- [��������]���и������ط���2025-07-26
- [��������]����ĥ������ȫ˵��2025-07-26
- [��������]�������������2025-07-22
- [��������]Ӣ���빫�ƶ��ձ�2022-03-28
- [��������]�����ܽ�ģ�߸ֲIJο���2021-01-29
- [��������]ע��ģ����ģ�г������⼰���Է�2021-01-29
- �Ƽ�����
-
- ��Ʒ���Ҫ��
һ��ɹ��IJ�Ʒ��ƣ�Ӧ�������Ҫ����ЩҪ������ᷢչ����ģ��в�Ʒ���ܡ�...
- ��Ʒ���Ҫ��